怎么样焊LED锡线又快又好?
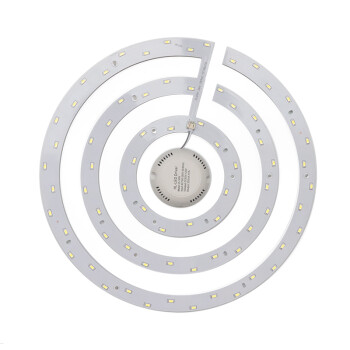
贴片LED灯珠的焊接方法有多种,下面是其中一种常用的方法,供参考。首先用电烙铁在灯珠的正、负极焊盘上烫上一些焊锡(焊锡千万不能多,否则,用热风枪一加热,正、负极的焊盘就会连在一起),然后用热风枪同时加热正、负极焊盘,待锡熔化后,用镊子将灯珠的正负极放在对应的焊盘上即可。
")
贴片led灯珠焊接的注意方法!
银 亮 电子为您解答现在较多见的贴片led灯珠焊接办法:
1、烙铁焊接:焊烙铁顶级温度不超越300℃,焊接时刻不超越3秒,焊接方位最少离胶体2MM。
2、波峰焊:浸焊最高温度260℃,浸焊时刻不超越5秒,浸焊方位最少离胶体2MM。直插LED灯珠焊接曲线引脚成形办法:
3、必需离胶体2MM才干折弯支架。
4、支架成形需确保引脚和距离与线路板上共同。
5、支架成形必须用夹具或由专业人员来完结。
6、支架成形必须在焊接前完结。
led灯焊接方法 贴片led灯珠焊接方法
1、手工焊接。
(1)建议在正常情况下使用回流焊接,仅在需要修补时进行手工焊接。
(2)手工焊接使用的电烙铁最大功率不可超过30W,焊接温度控制在300℃以内,焊接时间少于3秒。
(3)烙铁焊头不可碰及贴片LED灯珠胶体,以免高温损坏LED灯珠。
(4)当引脚受热至85℃或高于此温度是贴片LED灯珠不可受压,否则金线容易断开。
2、回流焊接。
(1)回流焊接峰值温度:260℃或低于此温度值(灯珠表面温度)。
(2)温升高过210℃所需时间:30秒或少于30秒。
(3)回流焊接一般为一次,最多不超过两次。
(4)回流焊接后,LED灯珠需要冷却至室温后方可碰触LED胶体表面。
贴片led灯珠焊接该怎么做
贴片led灯珠一般是由SMT贴片设备进行的,但是要手工焊接的话,就需要借助专业的焊接设备(如热风枪,焊台等),还需要懂的相关焊接经验才行。
贴片LED焊接要注意什么?
我建议在正常情况下使用回流焊接,仅仅在修补时进行手动焊接。手工焊接使用的电烙铁最大功率不可超过30W,焊接温度控制在300℃以内,焊接时间少于3秒。烙铁焊头不可碰及胶体。当引脚受热至85℃或高于此温度时不可受压,否则金线焊会断开。回流峰值温度: 260℃或低于此温度值.(封装表面温度)温升高过210℃所须时间: 30秒或少于此时间。回焊次数:最多不超过两次。回焊后,LED需要冷却至室温后方可接触胶体。烙铁的功率不要太大,一般选20--35瓦的焊接的时间尽量短,最好先把铜丝挂上焊锡在焊接,助焊剂不要使用焊锡膏,选松香为好。
焊接温度在260左右,时间控制在3S以内,焊接点离胶体底部在3.5MM以上,电烙铁一定要接地。焊接时最好先焊发光管的负极,再焊发光管的正极。
请务带电焊接led。通电的情况下,避免在80以上高温作业,如有高温作业一定要做好散热。防静电:
(1)所有与蓝、绿、白、紫led相关作业人员一定要做好防静电措施,如:带静电环、穿静电衣、静电鞋。
(2)带有线静电环时,静电环一定要接地,并且地线与市地线电位差不超过5V或者阻抗不超过25欧。
(3)作业机台及作业桌面均需加装地线。
使用LED时电流最好不要超过20MA,最好使用15-18MA的电流。安装LED时,建议用导套定位,务必不要在引脚变形的情况下安装。在焊接温度回到正常以前,应避免led受到任何震动或外力。如需清洁LED,建议用超声波清晰led,如暂时没有超声波清洗机可暂用酒精代替,但清洁时间不要超过一分钟。注:勿用有机溶剂(如丙酮、天那水)清洗或擦拭LED胶体。造成发光不正常或胶体内部破裂,导致led内部金线与晶片过接破坏。led在弯脚或折脚时请不要离胶体太近,应与胶体保持3MM以上距离,否则会使led胶体里面支架与金线分离,管脚在同一处的折叠次数不能超过三此,弯脚弯成90,再回到原位置一次。
手工焊接贴片LED应注意哪些
以下是手工焊接led的时候的注意事项:
焊接温度在260左右,时间控制在3S以内,焊接点离胶体底部在3.5MM以上,电烙铁一定要接地;
烙铁焊头不可碰及胶体;
焊接时最好先焊发光管的负极,再焊发光管的正极;
相关作业人员一定要做好防静电措施,作业机台及作业桌面均需加装地线;
在焊接温度回到正常以前,应避免led受到任何震动或外力;
如需清洁LED,建议用超声波清晰led,如暂时没有超声波清洗机可暂用酒精代替,但清洁时间不要超过一分钟。